
Тел/факс: (383) 348-34-88
Сотовый тел.: 8-913-923-5825
Адрес: г. Новосибирск, 630501,
п. Краснообск, а/я № 71.
E-mail: stancom@sibmail.ru;
Универсальное устройство управления

CNC8 – это надежное, высокопроизводительное устройство числового программного управления, предназначенное для установки на различные типы технологического оборудования:
- токарные станки;
- фрезерные станки;
- копировальные станки;
- обрабатывающие центры;
- машины термической резки;
- другое оборудование с ЧПУ.
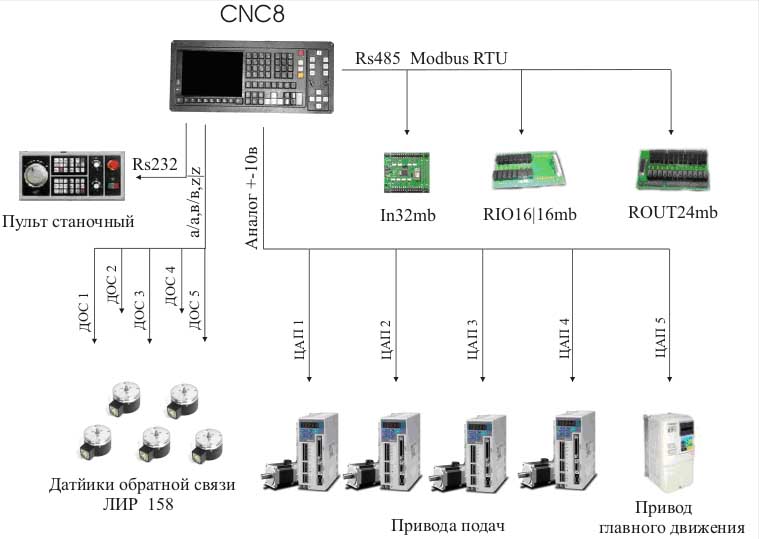
CNC8 представляет собой компактное моноблочное УЧПУ, объединяющее в своем составе панель оператора и полный набор 5-ти канальной системы управления.
Адаптация к конкретному типу станка осуществляется с помощью программы электроавтоматики и разветвленной системы параметров. Открытая архитектура системы управления.
Основа CNC8 – промышленный вычислительный модуль WAFER PC104, установленный на материнскую плату. Изготовленная по новейшим технологиям, с применением свежих решений, материнская плата является сложнейшим узлом ЧПУ позволяющем говорить о новом уровне технологий используемых при проектировании управляющих систем. Использование одной материнской платы резко поднимает надёжность системы CNC8 в целом, сокращает габариты ЧПУ в три раза по сравнению с существующими в России системами, снижает энергопотребление (тепловыделение) в 3 раза, что позволяет ей работать в сложных климатических условиях и на загрязнённых производствах. Уникальная открытая архитектура CNC8 в комплексе с мощным программным обеспечением позволяют легко интегрировать ее состав автоматизированных комплексов на предприятии.
ППрограммное обеспечение системы реализовано на базе ядра жесткого реального времени с использованием библиотеки RT-Kernel, гарантирующее высокое качество выполнения таймерных задач управления сервоприводами и циклами электроавтоматики. Открытая структура системы позволяет включать в состав системы программные модули пользователя.
Конфигурация
УЧПУ CNC8 для применения в условиях промышленного производства выполняется в виде промышленной рабочей станции. Конструкция - алюминиевая передняя панель со степенью защиты IP65.
- 8" и 10” цветной TFT-дисплей повышенной яркости;
- Материнская плата P-II 500 MHz, RAM 256 Mb;
- USB - Flash диск;
- Flash-память от 1Gb;
- Контроллер Ethernet;
- Дискретные входы-выходы: до 468 каналов;
- Возможность использования встроенных и выносных плат входов/выходов.


Раздельное исполнение модуля ЧПУ, клавиатуры и пульта оператора позволяет размещать органы управления станком в удобных для оператора местах, включая подвижные механизмы станка - суппорт, шпиндельная бабка, подвижной пульт управления.
Станочный пульт
Станочный пульт предназначен для дополнительного удобства оператора. Применение станочного пульта позволяет существенно сократить количество используемых входов-выходов, а значит, уменьшить стоимость УЧПУ и сократить объем монтажных работ. Цвет и маркировка клавиш определяются заказчиком.
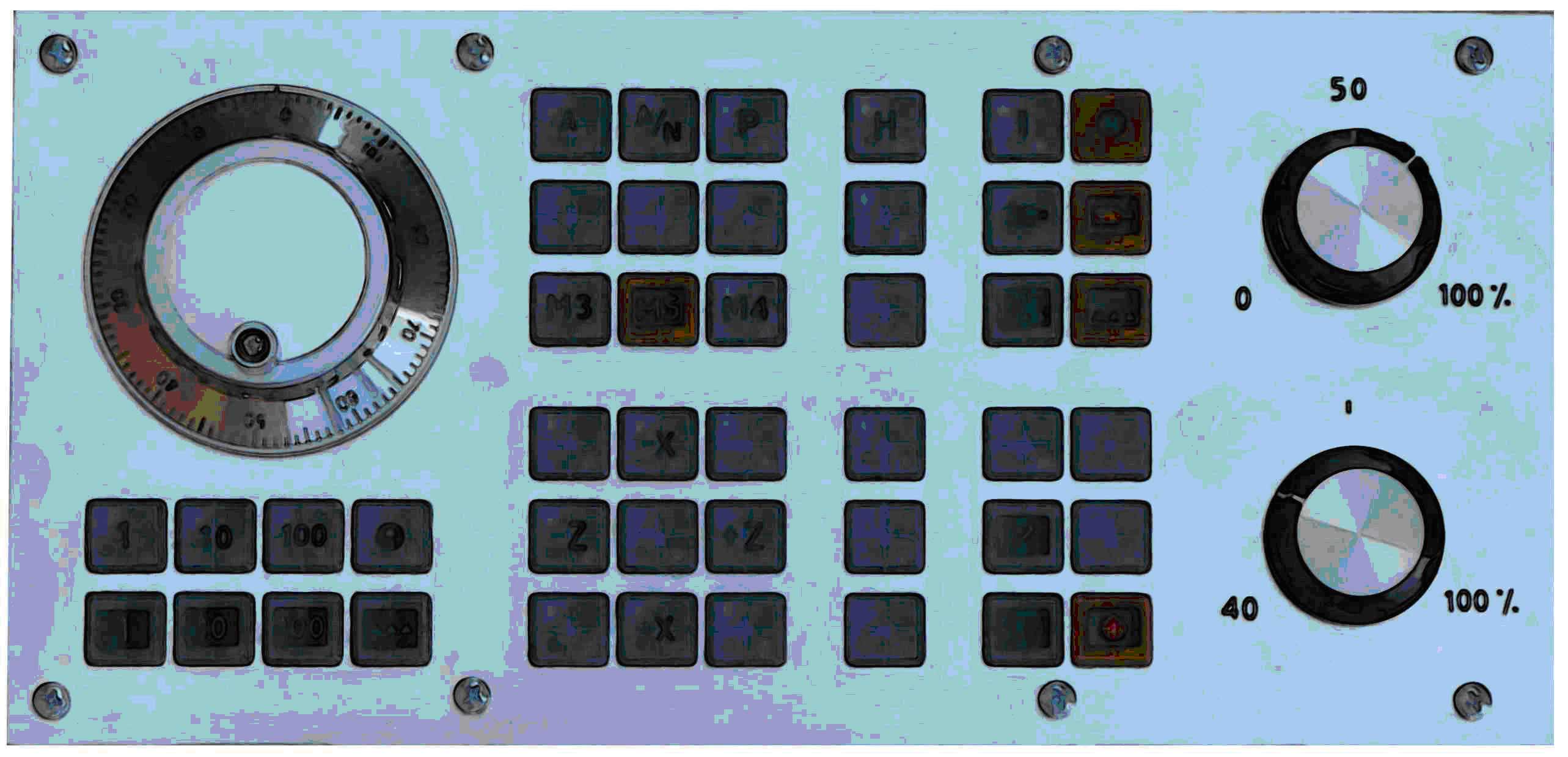
- клавиатура с влагозащищёнными клавишами;
- подключение к УЧПУ через интерфейс RS-232(COM-порт);
- 44 свободно-программируемых клавиш с двухцветной индикацией состояний;
- бесступенчатые корректоры подачи и оборотов шпинделя;
- электронный штурвал;
Характеристики ПМО
- Минимальное время выполнения кадра управляющей программы – 0,001 с
- Кодирование управляющей программы – формат ISO
- Формат файловой системы ЧПУ совместим с форматом MS-DOS и Windows
- Возможность работы в локальной сети Ethernet
- Линейная интерполяция по всем осям одновременно
- Круговая интерполяция
- Линейно-круговая интерполяция
- Сплайн-интерполяция
- Функциональная интерполяция
- Параметрическое программирование
- Коррекция на радиус инструмента
- Коррекция на длину инструмента
- Установка масштабных коэффициентов
- Поворот системы координат детали
- Программирование в полярных координатах
- Программирование циклов пользователя
- Программирование нарезания резьбы
- Отработка программы с кадра
- Зеркальная отработка
- Отработка управляющей программы с отключением любых осей
- Отработка управляющей программы с блокировкой технологии и геометрии
- Отработка управляющей программы на быстром ходу
- Компенсация люфтов
- Компенсация погрешностей ходовых винтов
- Компенсация дрейфа приводов
- Скоростная объемная компенсация
- Инвариантное управление приводами
- Объемная графическая визуализация
- Встроенный язык макропрограммирования
- Встроенный язык электроавтоматики
- Развитая система параметров
- Программный осциллограф
- Ведение журнала работ
- Подключение электронных штурвалов
- Векторная корректировка траектории
- Look Ahead
- Цифровое управление приводами